服(fú)務熱線:13969210625
服(fú)務熱線:13969210625
鏽鋼風管")
山東羞羞视频网通風設(shè)備有限公司
聯係人:張經理
電話:0534-8287776
手機:13969210625
郵箱:sdhmtf@126.com
傳(chuán)真:0534-8287776
地(dì)址:山東省德州市德城區天衢東路6666號
網址 : www.jyhsyh.cn
螺旋風(fēng)管焊接前的準備工作:
1、根據螺旋風管(guǎn)板厚的形狀,可采用機械加工、等離子孤切、碳弧氣(qì)刨等方法對下料(liào)坡口進行加工。
2、同時為避免飛濺金屬造成傷害,所以在采用手工焊接、開槽、手工焊接的過程中,應該在坡口兩側塗(tú)上石(shí)灰粉。
3、如果是斜口型式其宜采用V型坡口,需采用較小(xiǎo)的焊接電流,可防止(zhǐ)不鏽鋼產生晶間腐蝕。為了使接頭具有同樣的性能,它應該按照“等成(chéng)分”的原則對焊料進行焊接。

4、螺旋風管加工應使(shǐ)用嚴格的定位焊,並且要遵循短(duǎn)而厚,點(diǎn)焊不焊透的原(yuán)則。
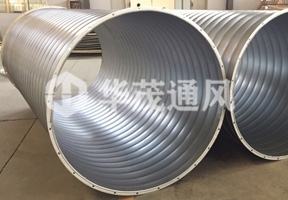
用直徑200毫米的圓形管子代替250×150mm的矩形管道(dào),而不增加壓力降。可以用數條平行圓形管道代替平麵矩(jǔ)形管(guǎn)道,而不增加額外的安裝(zhuāng)空間。綜(zōng)合因素來看,在多數情況下(xià),圓形管道比長方形管占用更少的空間。對於同一壓力特性,一條圓形管道的安裝空間往往等於或少於一條圓形管道(dào)的安裝空(kōng)間。很多長方形管道係統安裝時需要四螺釘係統,因(yīn)此管道(dào)各向各方(fāng)向增加(jiā)40~80mm。
企業名稱:山東華(huá)茂通風設備有限公司
聯係(xì)人:張經(jīng)理
電話:0534-8287776
手機:13969210625
郵箱:sdhmtf@126.com
傳真:0534-8287776
地址:山東省(shěng)德州市德(dé)城區天衢東路6666號
 魯(lǔ)公網安備37140202001095號
魯(lǔ)公網安備37140202001095號